

一分钟的时间,对于了解我们的【无缝钢管】精拉无缝钢管全品类现货产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:龙岩永定【无缝钢管】精拉无缝钢管全品类现货的图文介绍
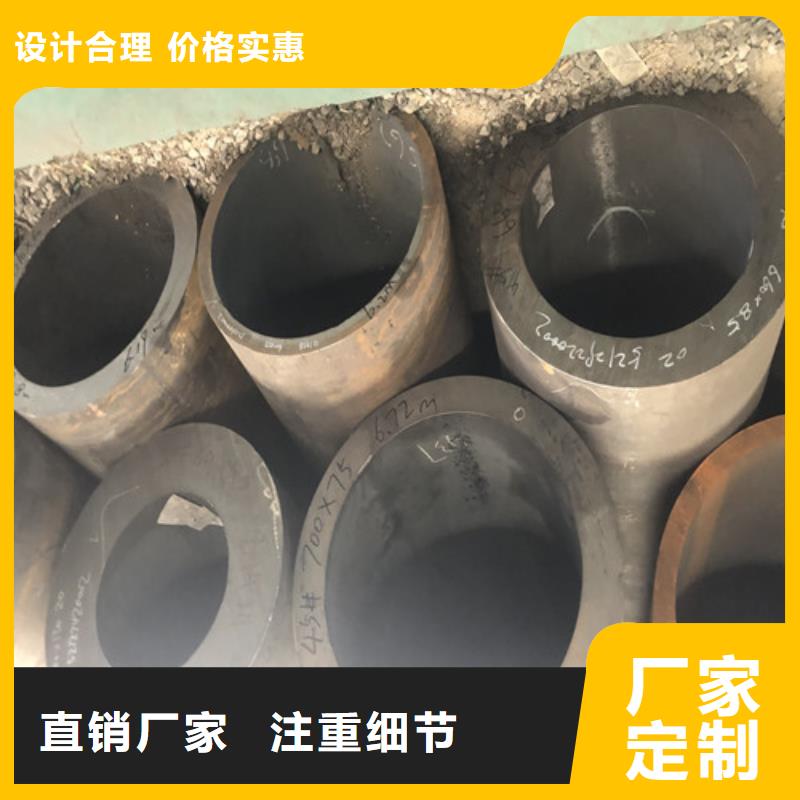
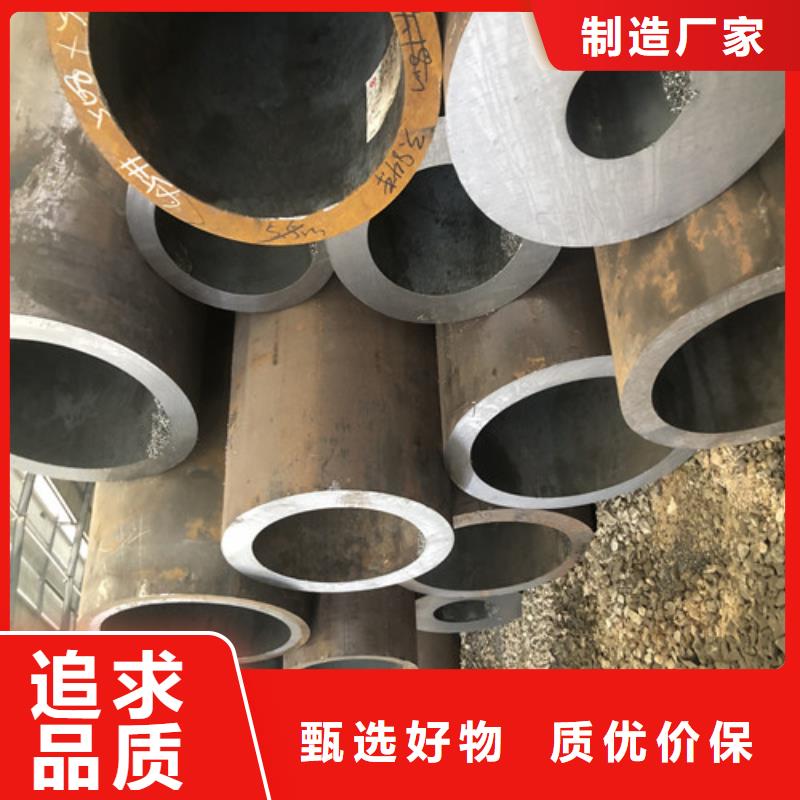
精密无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。数值模拟技术极大地促进了制造技术的发展。 下面显示的例子是住友金属与其他公司的制造条件相比,在厚度方向和非均匀缺陷控制方面易于使用。为了验证厚度条件,住友金属优化阵列管模形状可以很好地模拟多端口型零件。集成制造无缝钢管轧制可以延伸出更长更薄的钢管。许多合金元件的热可行性可能导致各种缺陷。应用 无缝钢管是在自动轧管机上生产的。检查并实心坯料表面缺陷,切成所需长度,以坯料穿孔的端面为中心,然后送入加热炉加热,并在穿孔器上穿孔。在辊和顶的作用下,坯料内腔逐渐形成。然后将其送入自动轧管机并继续轧制。 ,整机全壁厚,直径由定径机固定,满足规格要求。采用连续轧管机生产无缝钢管是一种先进的方法。为了获得尺寸小、质量好的无缝钢管,必须采用冷轧、冷拔或两种方法的结合。冷轧通常是在双辊轧机上进行的。钢管是由一个具有可变截面的圆形槽和一个固定的锥形头组成的环形孔型轧制。冷拉通常是在 0.5~100t 单链或双链冷拔机上进行的。



大口径无缝管市场的终端成交尽管有小幅的放量,但跟去年同期相比相差甚远;且钢价远低于去年同期水平;需求无法释放,说明下游行业在经济转弱的情况下,对钢材的采购方式发生了改变,相对谨慎的执行按需采购的策略,以避免不必要的损失。下游终端的采购始终保持谨慎观望的态度,直接弱化此前钢厂和大口径无缝管钢贸商联手挺价的热情,在成交疲软的影响下,只能选择盘整消化。 不锈钢无缝管的金属和大气中的氧气进行反响,在外表会会构成氧化膜。然而在一般碳钢管上构成的氧化铁持续进行氧化,使锈蚀不断扩大,结果构成孔洞。这样好好的不锈钢无缝管就被损坏了,咱们可以使用油漆或耐氧化的金属例如,锌,镍和铬等进行电镀来包管碳钢外表,可是,正如我们所预料的那样,这种维护仅仅是一层维护膜,假设维护层被损坏,钢则就会开端被腐蚀。不锈钢的耐腐蚀性取决于铬,铬是钢组成的一部分,铬对钢进行化合处置时,会把外表的氧化物的类型改变成类似于纯铬金属上的外表氧化物。



东环管业(龙岩市永定区分公司)主要生产销售: 厚壁无缝钢管。我司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进一步完善开发机制,打造公司的品牌效应。用户至上,以用户为中心”是公司永远坚持的服务宗旨,赢得用户的赞许是我们的荣誉,及时满足用户的需求,是我们公司的愿望。长期以来,公司员工以优质的服务,取悦于用户,以诚信的言行取信于用户,得到了用户们的好评。我们期待着与您更加愉快的合作!公司的发展,离不开社会的大力支持,在社会的支持和帮助下,我们正昂首阔步迈向未来!我们,将继往开来,创造出更加美好、灿烂的明天!


镀锌钢管的焊接需要注意哪些事情?下面无缝钢管厂家小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。



