


更新时间:2025-05-30 20:49:01 ip归属地:绵阳,天气:小雨,温度:17-23 浏览次数:45 公司名称:聊城 聚贤丰汇金属材料(绵阳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
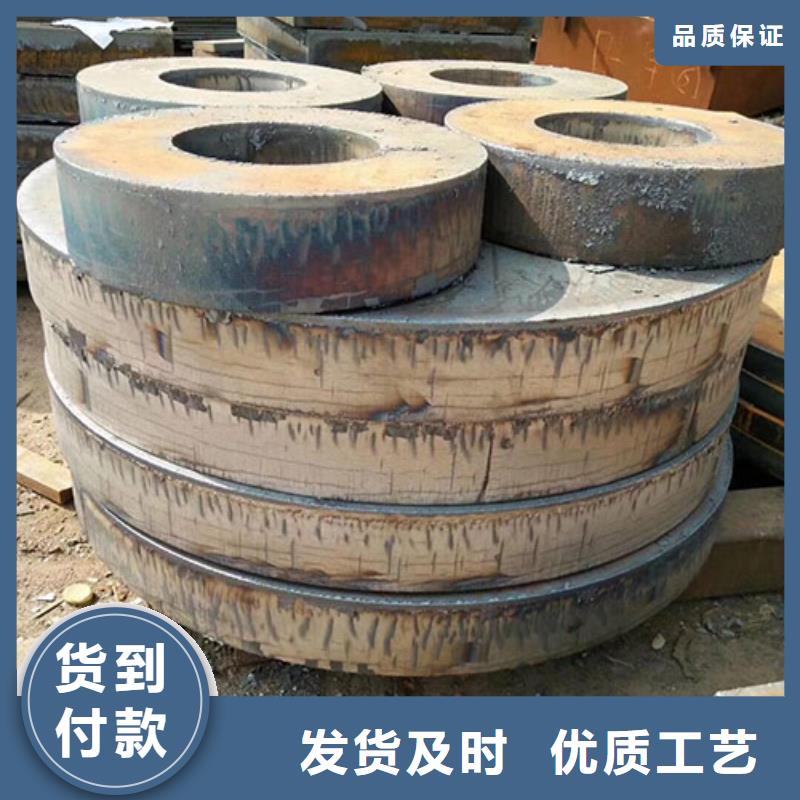
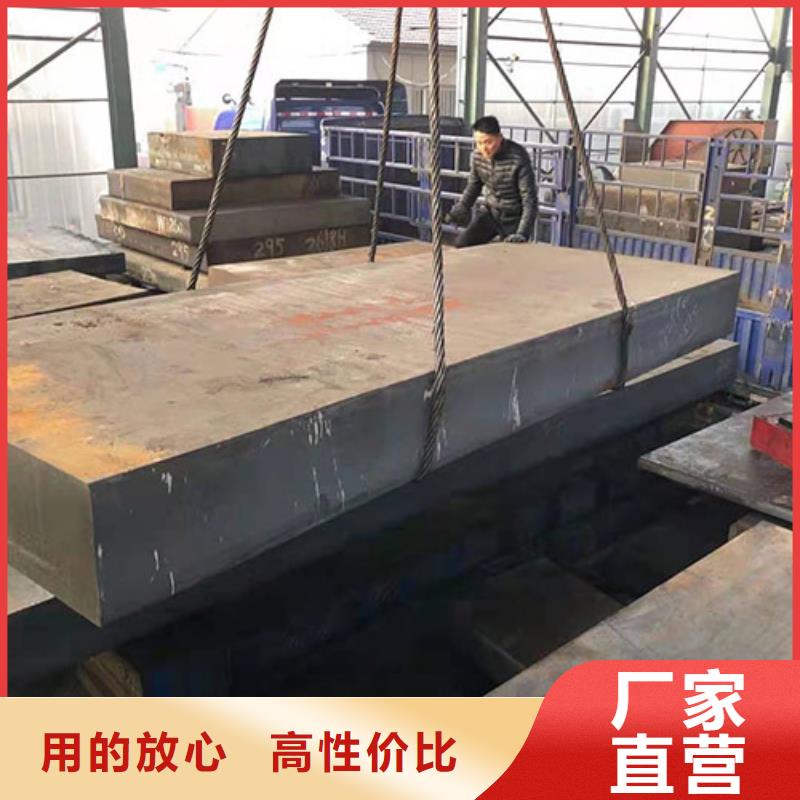
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |

在广大用户的支持下,聚贤丰汇金属材料(绵阳市分公司)的【1Cr6Si2Mo钢板】产品占有相当的市场份额。获得了用户的信任和赞誉。随着销售网络在各大城市的完善,我们售后服务的质量也相继提高,我们将以优质的【1Cr6Si2Mo钢板】产品,完善的服务珍惜您对我们的信任。




选择40CrMn钢板需要注意哪些
聚贤丰汇常年经销批发各种材质的特钢、圆钢、钢板、型材, 在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。
经销钢板材质:45#、Q235、20#、40Cr、20Cr、42Crmo、q345d、q345b、20Crmo、35Crmo、35#、Q355B、Q355D、Q355E、20CrMnTi、65Mn、38CrmoAl、Gcr15、40Crnimo、Cr12、Cr12mov、T10、5Crmnmo、H13等等;经销钢板材质:45号钢板、Q235B板、Q345B板、NM400耐磨板、NM360耐磨板、镀锌钢板;经销各类型材:齿轮钢、合结钢、轴承钢、螺纹钢、方管、镀锌管、方钢、H型钢、槽钢、角钢、扁钢、道轨,品种齐全、价格合理,还有各种类型的日用百货、机电设备、电脑配件、木材、水泥、装饰材料等等。
齿轮钢和合金钢都是生活中常用的,那么两种钢有着怎样的区别呢?它们都是低碳钢,20Cr钢齿轮锰、铬的加入提高了钢的淬透性,钛的加入促进了碳化物的形成。因此,它的性能得到改善,切削性能优良,生活中也很受欢迎。
42CrMo在合金钢中属于铬钼钢体系,钼的加入可以回火脆性,细化晶粒,提高淬透性。铬钼结合后,这种钢对人类有很强的冲击力。因此,用于制造机车牵引齿轮、轧机齿轮等承受较大冲击载荷的重要零件,通常用于调质工艺。由于淬透性的提高,也可用于大型锻件,如燃气轮机主轴。
齿轮钢和合金钢的性能相似,即高淬透性和热处理后的高性能。但后者成本较高,仅适用于高温环境下工作的零件或重要的大截面零件。
不锈钢属于合金钢的范畴,它是一种高合金钢,含有大量的铬、镍和一定量的1653钛。铬的作用是使钢耐腐蚀,镍的作用是降低不锈钢的奥氏体化温度,它可以高达28%的合金钢。
碳钢不含有效的合金元素。它主要由铁、碳和锰组成,机械性能一般低于合金钢。
低合金齿轮钢的正式分类名称为低合金高强度钢,其合金含量低,杂质含量较高,一般不经热处理直接使用。
高合金齿轮钢可分为合金结构钢和合金工具钢。合金含量较高,杂质含量较低。一般来说,热处理可以提高材料的强度和硬度。此外,还有不锈钢和一些特殊用途钢。
选择40CrMn钢板需要注意哪些
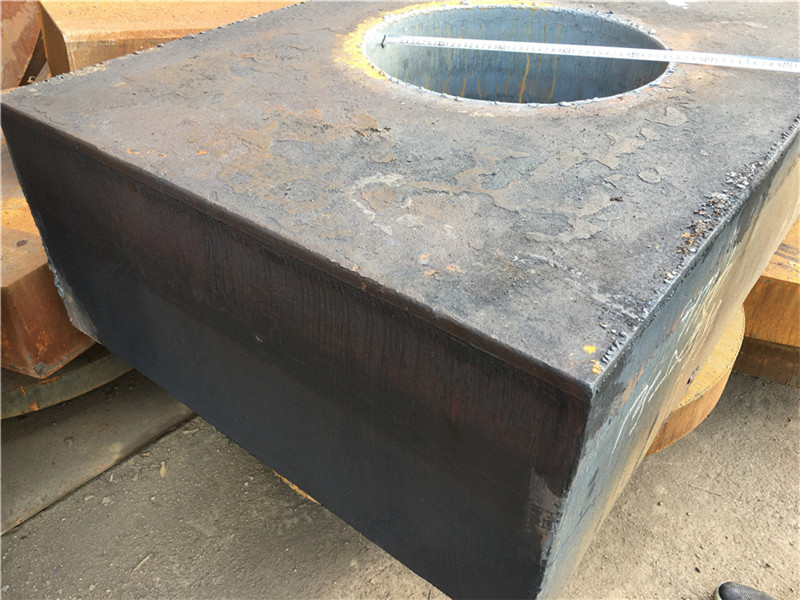
钢板可以说是中国工业生产中重要的原材料之一,可以说,几乎所有以钢为原料的工业产品,基本上都离不开钢板。钢板一般是用钢水浇铸、冷却、压制而成的平板,可以直接轧制,也可以由宽钢带切割而成。可以说,钢板在中国工业发展中起着不可替代的作用。那么在选择时需要注意哪些呢?
1.购买钢板时,假的容易折叠。折叠是钢板表面形成的各种折线,会出现在钢板产品的整个表面。之所以折叠,是因为假冒伪劣厂家追求效率,降价幅度太大,从而产生耳子,然后在下一次碾压过程中发生折叠。折叠后的产品弯曲后会开裂,钢板的强度会大大降低。
2.选择时,有缺陷的钢板表面会出现麻点。其麻面是表面因轧槽磨损严重而产生的不规则、不平整的缺陷。这也是因为一些不好的厂家想追求利润,所以经常发生轧槽超标的情况。
3.购买时,假冒伪劣钢材的表面会非常容易结疤。这有两个原因:a .假冒伪劣钢材材质不均,杂质多。b .假冒伪劣材料厂家的导护设备简单易粘钢,这些杂质咬卷后容易结疤。
4.购买钢板时,假冒伪劣材料表面容易出现裂纹。主要原因是坯体是土坯,孔隙多。由于冷却过程中的热应力,土坯裂开了。轧后有裂纹。
钢板对于我国工业企业的发展来说有着十分重要的作用,并且不同种类的钢板对于企业的发展所起到的作用是不同的。
选择40CrMn钢板需要注意哪些



60Mn2钢板国标钢板-钢板切割-聚贤钢板销售
国内60Mn2热轧钢板市场价格大幅上涨。全国24个主要市场3.0mm热轧板卷价格均价为5848元/吨,较上周上涨170元/吨;4.75mm热轧板卷均价为5786元/吨,较上周上涨173元/吨。
宝鸡市场中厚板价格主流持稳,市场成交一般。截止发稿时,14-25mm普板价格5590元/吨,14-25mm低合金板5790元/吨。
具体来看,今日早盘市场报价挺价意愿较强,市场心态不一,但受制于高成本结算,部分商贸大幅上调价格。今日早盘黑色系期货趋强,热卷主力合约一度突破6000点,后在宏观消息影响下,盘面冲高回落后,市场交投逐步趋向谨慎。需求上看,宝鸡市场需求未有显著好转,当前中小终端多有减产、停产,使得本周宝鸡板材成交依然偏弱。成本方面,当前市场价格已不断下行逼近各方主体的心理压力位,商贸端库存成本居高不下,部分资源低价套现离场。
60Mn2钢板国标钢板-钢板切割-聚贤钢板销售
唐山145mm带钢市场受早盘黑色系期货高开高走影响,早盘交投氛围活跃,开盘报价后多家资源陆续停售。近期唐山地区独立轧材企业处于正常生产状态,市场供给增量明显,各区域厂家“一厂一价”,价格差异逐步显现。目前在宏观消息提振下,下游陆续采购。心态上看,当前下游用钢企业心态有所分化,对市场行情预判有所分歧,在采购节奏和采购单量上呈现分化,整体仍较为谨慎。
当前唐山地区暴雨天气较多,多处路段运输受阻,影响部分需求,总的来看,近期窄带市场或震荡盘整运行。当前市场风险有所,各市场主体还需谨慎参与。
60Mn2钢板国标钢板-钢板切割-聚贤钢板销售
西安市场热轧板卷价格持稳,截止发稿时,市场2.75*1250*C薄卷5850元/吨,4.75*1500*C普卷5670元/吨,低合金卷5820元/吨。
今日西安热轧市场主流持稳,4.75*1500*C普卷报价集中在5670-5600元/吨,市场成交多有优惠。具体来看,近期市场成交“冷热交织”,整体交投氛围一般,尽管今日早盘黑色系期货有所趋强,但市场涨势乏力,主流商贸受制于成交现状,报价并未有较大幅度上涨。且随午后期货深跌反弹,影响市场情绪。成交上看,当前部分小终端企业停产,且不断升高的气温也挫败部分终端需求,使得本周钢材需求趋弱,整体成交一般。当前市场热轧卷资源陆续到货,西安热轧资源库存继续小幅增加,据不完全统计,热轧库存超7万吨。心态上看,经过近期价格的不断调整,市场上部分投机客户部分止跌离场,当前市场价格相对统一,步调节奏一致,主流商贸对于下周市场仍持较为乐观的态度。
当前市场库存成本底部抬升,对市场经营主体带来一定挑战,期货的宽幅趋强叠加高结算现实,商贸涨价意愿明显。综合来看,预计明日西安热轧市场或震荡趋强运行。


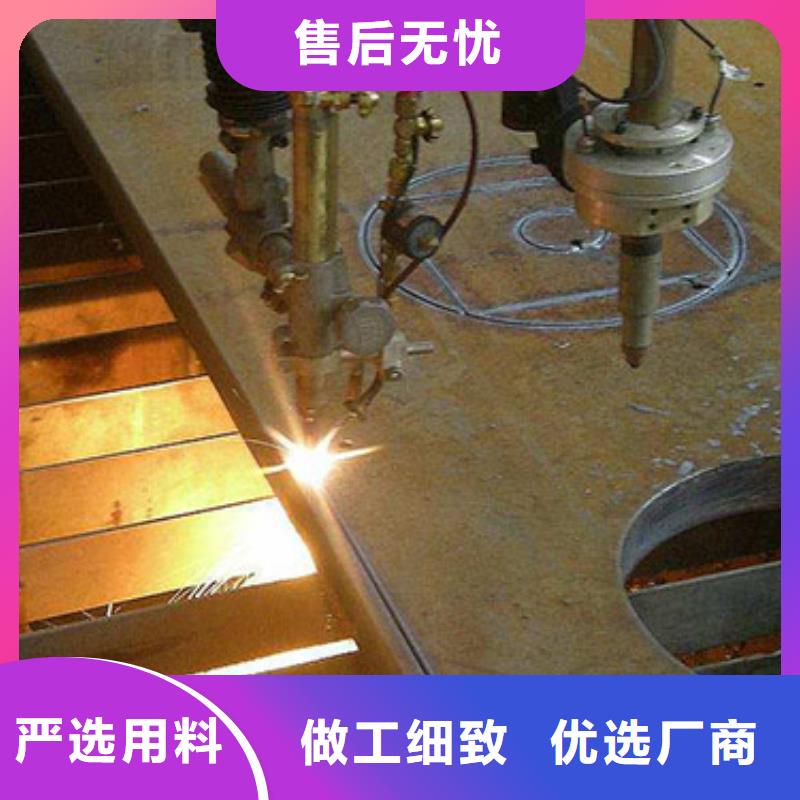
12Cr1MOVg钢板下料等离子切割精度果好
等离子激光切割是一种脉冲激光在不锈钢表面形成1米孔的过程。由于激光切割精度很高,可以达到±0.02mm,所以在日常钻孔中没有问题。激光切割不仅可以打孔,而且与其他许多钻孔方法相比具有非常明显的优势,钻孔精度高,效果好,成本低。下面我们就详细了解激光切割孔的优点。
等离子打孔技术是早大规模应用于实际生产的激光加工技术。而电子束打孔、超声波打孔、电化学打孔、射流打孔、比电火花打孔、冲孔机械打孔等方法,激光打孔技术明显表现出通用性强、效率高、成本低、效果好的优良特性。平均精度为±0.02m m,表面粗糙度ra约为1.6mum,若采用数控激光钻孔,孔精度可达5米,精度优良。在钣金加工中,用于打孔的激光是功率密度为104~105kw/cm~2的脉冲激光,作用时间仅为0.01~1μon,可加工直径为1μon的孔。等离子切割技术不仅可以精准地从表面不同角度打孔,还可以为薄壁材料、复合材料、脆性材料、粘性材料等不同性能材料的工件钻深孔和小孔。
利用激光技术在钣金件上打孔时,孔径大小主要取决于激光聚焦光斑的大小。通常,固体激光打孔的较大孔深可以通过激光功率密度和金属板件的热系数来计算。并非所有工件都适合激光钻孔。对于激光反射能力强、导热性好、熔点高、蒸汽压低的零件,激光打孔的利用率很低,激光打孔的孔径一般在1 mm~1.524mm之间。当孔径大于1.524mm时,应采用激光衬套法钻孔。加工大孔和台阶孔时,不允许激光钻孔。
12Cr1MOVg钢板下料等离子切割精度果好
从以上介绍可以看出,激光切割钻孔具有精度高、成本低、效果好等诸多优点,这些优点与许多其他钻孔方法相比具有非常大的优势。当然,如果精度要求不高,孔的密度特别高,不建议使用激光切割孔,因为成本较高。有专业的冲床,可以直接在不锈钢板上钻孔,一个孔只要几分钱,价格很便宜。
等离子切割机切割效率高,各部件更换更为频繁,作为金属切割工具,如果使用不规范,很可能会损坏机体,甚至伤害操作人员。接下来给大家介绍等离子钢板切割的五个使用误区。
1、穿孔切割,用等离子切割机尽量从边缘切割,这是对切割喷嘴等易损件的保护。为了帮助它们更持久,在打开工具之前,瞄准工件的边缘。
2、频繁起弧。切割材料时不预先计划切割情况,频繁调整和起弧会加速喷嘴和电机的损耗。
3、如果喷嘴过载,改善喷嘴电流可以提高切割效率,但过大的电流会损坏机体。喷嘴的电流强度不应达到满负荷状态,即工作电流的95%。
4、当切割距离过小或过大时,等离子切割机的切割距离与切割效率呈负相关。距离越小,效率越高。但是,如果割炬太小,会损坏割炬喷嘴,因此有必要合理控制距离。必须注意,切口应尽可能大。
5、穿孔厚度过大,切割机能穿孔的距离是规定的,一般是切割厚度的一半。
除了以上五种常见的等离子切割机误差外,还有一个非常重要的一点就是要保证切割机各部件的清洁,这些对于清洁污渍会影响等离子切割机的功能。
首先,我们要了解不同的辅助切割气割速度规格是不一样的。以空气等离子弧切割为例,在切割碳钢板时,以230A切割电流为标准,6mm厚的碳钢板切割速度可达3300 mm/min,当板厚调整到40 mm时,切割速度限制在500 mm/min至保证切割效果和质量。如果使用其他辅助切割气体,如纯氧切割,切割速度会降低得更多。在相同230A切割电流下,纯氧等离子切割厚度为6mm的碳钢板的切割速度可提高到370mm/min,而厚度为40mm的碳钢板的切割速度仅为350mm/min。为了调整等离子切割机的速度,首先要控制辅助设备的厚度。
一般来说,等离子钢板切割作为数控切割设备,工作人员应在保证等离子切割机质量的前提下,应尽量提高切割速度。这样不仅可以提高生产率,而且可以减少被切割件的变形和被切割焊缝的热影响区。如果切割速度不合适,效果正好相反,会使渣土增多,切割质量下降。


